 15161728000
15161728000 saioudianqi@163.com
saioudianqi@163.com

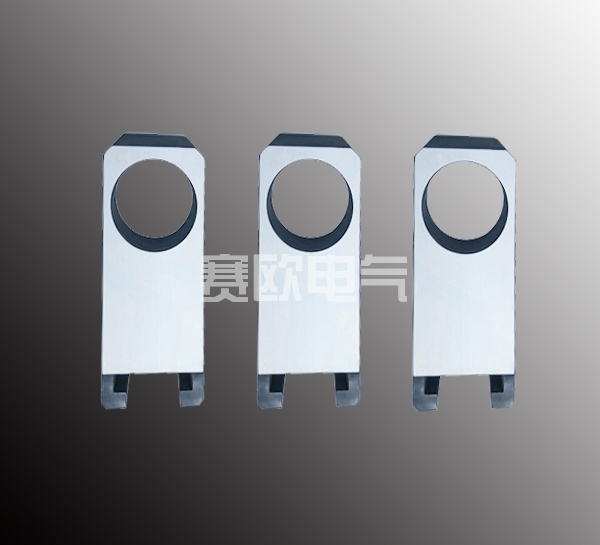
Mirror polished valve plate
Product attributes
- Classification:阀板、阀座成品
- Product Number:1565146024
- Clicks:0
- Release date:2021-07-09
- Product Overview
- Performance characteristics
- technical parameter

Supersonic spraying technology of valve plate;
Technology of spraying tungsten carbide alloy at supersonic speed on air-sealed valve plate: spraying hard alloy on the sealing surface of valve plate not only meets the scratch resistance and corrosion resistance of valve plate, but also does not change the matrix structure, the hardness of matrix is not affected, and preheating and post-weld heat treatment are not needed, which is convenient for large-scale production and improves the production efficiency.
Tungsten carbide alloy was sprayed on the sealing surface of the valve plate by Praxair JP8000 supersonic spraying equipment. The compactness of the sprayed tungsten carbide alloy coating reached the requirement of air sealing, and the hardness of the coating was HV≥1250;. Coating porosity: ≤ 1%; Coating bonding strength ≥ 10000 psi (70 MPa); Coating thickness ≥0.10mm ..
The spraying process includes the following steps: workpiece cleaning, surface sandblasting, spraying, rough grinding, visual inspection, fine grinding, grinding, polishing, inspection and warehousing. Among them, the workpiece needs to be sandblasted before spraying, and the workpiece after sandblasting should avoid touching; The workpiece is clamped by a fixture before spraying, and shielding protection can be carried out without spraying the surface. Tungsten carbide alloy powder is selected, the particle size of the powder is 15-45um, the kerosene flow rate is controlled at 5.5-6.5GPH, the powder feeding flow rate is controlled at 20-30SCFH, and the interval of each spraying is controlled at 20 minutes.