 15161728000
15161728000 saioudianqi@163.com
saioudianqi@163.com

苏州优质热喷涂设备哪家好

是指将细小分散的金属或非金属涂层材料以熔融或半熔融状态沉积在制备基材表面的一系列过程。形成某种喷射沉积。涂层材料可以是粉状、带状、丝状或棒状.枪提供燃气、电弧或等离子电弧所需的热量,将热喷涂材料加热到塑性或熔融状态,然后承受压缩空气的加速,使约束粒子束撞击基体表面。冲击表面的颗粒通过冲压变形形成层合板,附着在所制备的基材表面,然后连续冷却和堆积,终形成层状涂层。由于涂层材料的不同,可以实现涂层的高温耐蚀、耐磨、隔热、抗电磁波等功能。

防护期长:喷锌、喷铝复合涂层、防护有效期一般可达20-30年,在大气中最长有效期国外达60年之久的记录,而有机涂装的防护期一般为3-8年。(2)结合强度比有机涂层高,达到2-3kgf/mm2。(3)耐高温:喷铝涂层经扩散处理,可在900℃高温下抗氧化;锌涂层亦可承受450℃(4)不存在老化变质问题(5)耐磨、耐冲刷、抗擦伤性能好。喷锌、喷铝涂层的比较喷锌涂层是国外应用最早的一种阴极保护涂层,60年代以前长效防护大部分采用喷锌涂层。但是由于锌层是一种牺牲阳极材料,因此喷锌涂层的防腐速率比喷铝涂层高,其耐蚀期与厚度成正比,要达到长效防蚀、喷锌涂层应有一定厚度;(2)锌的密度(7.09/cm3)。比铝(2.7cm3)高2.6倍,因此喷涂相同厚度的涂层,锌的消耗量是铝的2.6倍。国外资料报道,喷涂等效涂层厚度的情况下,锌比铝涂层成本贵一倍;(3)喷锌所形成的ZnO粉尘对人体呼吸道有危害;(4)喷锌时由于空气中CO含量不足,不能形成稳定的ZnCO3保护膜,而易疏松的Zn(OH)2,在锌涂层上产生许多“白锈”,腐蚀率升高;(5)由于工业区大气、城市大气中SO2含量较高,使雨水酸度增加,也能破坏ZnCO3膜的稳定性,使锌涂层腐蚀速率加快。

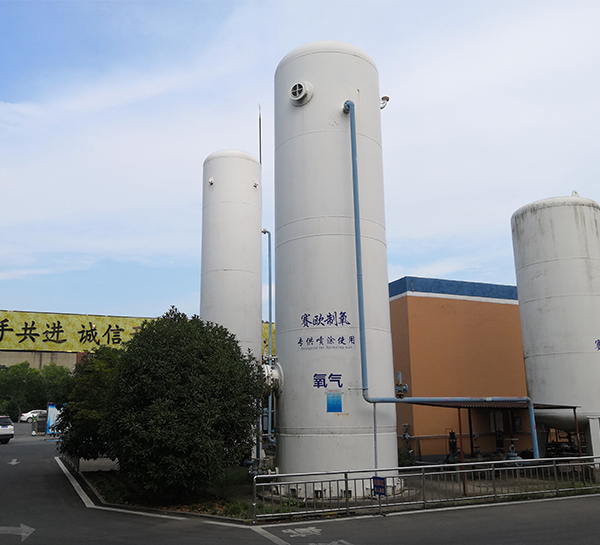
苏州优质热喷涂设备哪家好工艺方法中应用较广泛的有火焰喷涂、电弧喷涂、等离子喷涂、爆炸喷涂和超音速喷涂技术。而大多数陶瓷材料都具有离子键或共价键结构,键能高,原子间结合力强,表面自由能低,从而赋予了陶瓷材料高熔点、高刚度、高化学稳定性、高绝缘绝热能力、热膨胀系数小、摩擦系数小等特性。但与金属材料相比,其塑性变形能力差、对应力集中和裂纹敏感。显然,用陶瓷作为机械结构材料,其可靠性比金属材料差,机械加工困难,成本高。然而,采用苏州优质热喷涂设备技术,在金属基体上制备陶瓷涂层,能把金属材料的特点和陶瓷材料的特点有机地结合起来,获得复合材料结构。由于这种复合材料结构具有异常优越的综合性能,使得热喷涂技术迅速从高尖领域扩展应用到能源、交通、冶金、轻纺、石化、机械等民用工业领域。

同时,从一般防护涂层的早期制备到各种功能涂层的制备,这些技术也得到了发展。从单个工件的修复到大量的产品生产,从单一涂层的制备到喷涂系统工程,包括产品失效分析、外观预处理、涂层数据和设备的研发、选择、涂层系统规划和后涂层处理,已成为数据外观科学领域一个非常活跃的课题。在现代工业中,逐渐形成了铸造、锻造、焊接、热处理等独立的数据处理技术。它已成为工业部门节约宝贵数据、节约能源、提高产品质量、延长产品寿命、降低成本和提高人体工程学的重要技术手段。它在国民经济的各个领域得到了越来越广泛的应用。
(工作温度在2OO℃左右)1.喷涂前必须对工件表面进行打磨或喷砂处理,使工件表面粗糙化;2.要求工件表面干净清洁;3.对喷涂的工件表面进行打底或直接喷涂;4.最后对工件表面喷涂所用的防磨、防蚀、抗氧化等复合粉末。二、火焰喷焊(工作温度商、容易使工件轻微变形)1.喷焊前对金属表面进行除锈;2.要求金属表面无浮锈、无油垢;3.对喷悍的金属表面进行预热后打底;4.最后对喷悍的金属表面进行重熔,使工件达到高硬度、耐磨、抗高温氧化。

操作方法有哪些呢?根据热喷涂中使用的热源和喷涂材料状态的不同。电弧喷涂是一种在连接电源正极和负极的两丝材料之间产生电弧的方法,加热熔化部分用压缩空气喷射雾化,然后喷涂在基体上形成涂层。由于这种方法只适用于喷涂线材,所以也称为电弧喷涂。