 15161728000
15161728000 saioudianqi@163.com
saioudianqi@163.com

青岛生产金属喷涂加工价格

工艺方法中应用较广泛的有火焰喷涂、电弧喷涂、等离子喷涂、爆炸喷涂和超音速喷涂技术。而大多数陶瓷材料都具有离子键或共价键结构,键能高,原子间结合力强,表面自由能低,从而赋予了陶瓷材料高熔点、高刚度、高化学稳定性、高绝缘绝热能力、热膨胀系数小、摩擦系数小等特性。但与金属材料相比,其塑性变形能力差、对应力集中和裂纹敏感。显然,用陶瓷作为机械结构材料,其可靠性比金属材料差,机械加工困难,成本高。然而,采用技术,在金属基体上制备陶瓷涂层,能把金属材料的特点和陶瓷材料的特点有机地结合起来,获得复合材料结构。由于这种复合材料结构具有异常优越的综合性能,使得热喷涂技术迅速从高尖领域扩展应用到能源、交通、冶金、轻纺、石化、机械等民用工业领域。

喷锌时由于空气中CO含量不足,不能形成稳定的ZnCO3保护膜,而易疏松的Zn(OH)2,在锌涂层上产生许多“白锈”,腐蚀率升高;(5)由于工业区大气、城市大气中SO2含量较高,使雨水酸度增加,也能破坏ZnCO3膜的稳定性,使锌涂层腐蚀速率加快。随着新型电弧丝材喷涂技术的发展,目前国际上大型钢铁构件广泛采用喷铝长效防护涂层。喷锌涂层除继续在乡村大气、谈水和偏碱性气氛中使用外、正逐渐被喷铝涂层所代替。 喷锌、喷铝涂层腐蚀速率与其使用环境介质的PH值密切相关。一般来说,喷锌涂层用于弱碱性条件下为好,喷铝涂层最好用于中性或酸性条件下。

(如金属,陶瓷,玻璃,布匹,纸张,塑料等)基体的外观不太热,在喷涂过程中可以操纵,因此可以在各种数据(如金属、陶瓷、玻璃、布、纸、塑料等)上喷涂,对基体的排列和功能没有影响,工件的变形也很小。设备简单,操作灵活,不仅可以喷涂大面积的大部件,而且可以在指定的部件上喷涂,可以在工厂室内喷洒,也可以在室外现场施工。喷涂工序少,施工时间短,效率高,经济实用。随着热喷涂要求的提高和范围的扩大,特别是喷涂技术本身的不断提高,如喷涂设备的日益提高、涂层材料种类的逐步增加、功能的逐步提高,热喷涂技术在过去十年中得到了迅速的发展,不仅使用范围大大扩大

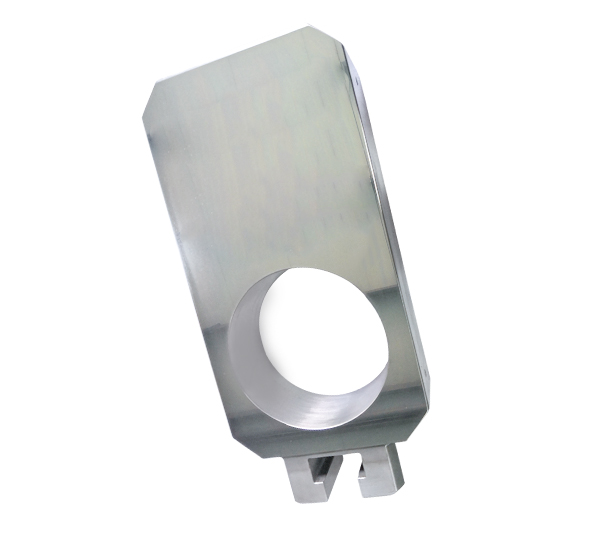
青岛生产金属喷涂加工价格已广泛应用到航天、航空、机械、电力石油、化工、冶金、矿山、机车、船舶、铁路等,几乎国民经济的各个方面;还可用于工艺美术、文物保护、建筑防腐与装饰等方面。 青岛生产金属喷涂加工技术主要包括:热喷涂、火焰喷涂,适用于电厂锅炉“四管”防磨、抗氧化、排、引风机叶片的防磨,机械零件、轴类修复。热喷涂技术的操作及质量控制标准.从而使制品表面获得耐磨、耐蚀、耐高温、抗氧化等特殊性能。机械零件在运动过程中,因磨损、腐蚀或在加工过程中超差,均可采用热喷涂技术预以修复。运用青岛生产金属喷涂加工技术可达到提高制品使用寿命,节省贵重材料;节约能源、修旧利废以及装饰美化等目的。

喷涂无重熔过程,工件表面温度始终可控制在250℃以下,一般不会产生变形和改变工件的原始组织。这对喷修工件形状复杂、薄壁、长轴及一些重要机件是有利的。喷熔要使粉层熔化,重熔烧结工件温度可达900℃以上,容易引起应力和变形,多数工件会发生退火及不安全退火。 2、与基材表面结合状态不同 喷涂与基材表面的结合,以机械咬合为主,也有微小的显微焊合,结合强度不高,一般为20MPa—65MPa。喷焊是通过粉层熔化与基材表面形成冶金结合
操作方法有哪些呢?根据热喷涂中使用的热源和喷涂材料状态的不同。电弧喷涂是一种在连接电源正极和负极的两丝材料之间产生电弧的方法,加热熔化部分用压缩空气喷射雾化,然后喷涂在基体上形成涂层。由于这种方法只适用于喷涂线材,所以也称为电弧喷涂。