 15161728000
15161728000 saioudianqi@163.com
saioudianqi@163.com

衢州生产超音速喷涂价格

衢州生产价格喷涂无重熔过程,工件表面温度始终可控制在250℃以下,一般不会产生变形和改变工件的原始组织。这对喷修工件形状复杂、薄壁、长轴及一些重要机件是有利的。喷熔要使粉层熔化,重熔烧结工件温度可达900℃以上,容易引起应力和变形,多数工件会发生退火及不安全退火。 2、与基材表面结合状态不同 喷涂与基材表面的结合,以机械咬合为主,也有微小的显微焊合,结合强度不高,一般为20MPa—65MPa。衢州生产超音速喷涂喷焊是通过粉层熔化与基材表面形成冶金结合
喷焊和喷焊没有根本区别。关键是喷涂主要用于提高工件表面的耐蚀性和硬度。喷焊主要用于焊接,因为焊料的使用不同。这种装置是通用的。主要结果如下:1)在不同喷涂条件下加热工件时,工件表面温度始终可以控制在250℃以下,工件的原有结构不会发生变化,不会发生变形。这有利于复杂的形状,薄壁,长袖和一些重要的零件喷出的工件。为了使粉末层熔化,烧结件的重熔温度可达900℃,容易产生应力和变形,大部分工件将进行退火和不完全退火。2)不同粘结状态下喷涂与基体表面的结合主要是机械咬合,但也存在微焊接,结合强度不高,一般为20 MPa~65 MPa,喷焊是粉末层熔化与基体表面形成的冶金结合,结合强度一般高达343 MPa~441 MPa。3)用于不同喷射熔炼的粉末须是自熔合金粉末,用于喷涂的粉末不受限制。4)不同结构的喷涂层均匀致密,一般认为无气孔,喷涂层有一些的孔洞。5)不同喷涂层不能承受冲击载荷和高接触应力,适用于各种表面接触配合,喷涂层结合强大,能承受冲击载荷,可用于线接触等场合,可承受较高的接触应力。

特征(1)喷涂材料须是导电的。(2)电弧温度低于等离子体,但高于氧乙炔火焰,雾化丝的压缩空气压力较高,喷涂层更致密。(3)同时送两根线,喷涂效率高。使用适用于喷施大型轴、辊及大型结构件的长期防护。

(工作温度在2OO℃左右)1.喷涂前必须对工件表面进行打磨或喷砂处理,使工件表面粗糙化;2.要求工件表面干净清洁;3.对喷涂的工件表面进行打底或直接喷涂;4.最后对工件表面喷涂所用的防磨、防蚀、抗氧化等复合粉末。二、火焰喷焊(工作温度商、容易使工件轻微变形)1.喷焊前对金属表面进行除锈;2.要求金属表面无浮锈、无油垢;3.对喷悍的金属表面进行预热后打底;4.最后对喷悍的金属表面进行重熔,使工件达到高硬度、耐磨、抗高温氧化。

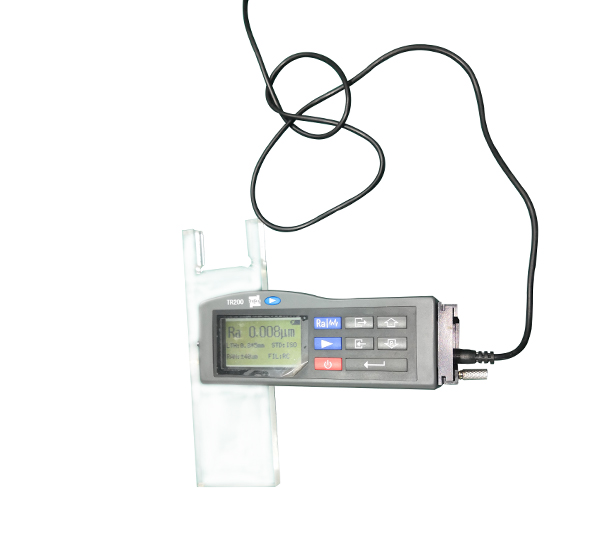
选用工艺分别制备了WC_12Co、Cr3C2—25NiCr碳化物金属陶瓷涂层,测定了涂层孔隙率、显微硬度及磨粒磨损过程中涂层的质量丢掉,探讨了涂层磨损质量丢掉与涂层种类及结构的联络,运用扫描电镜对涂层磨损外表描画进行了查询,剖析了涂层的磨粒磨丢掉效机制。结果表明:制备的Cr3C2—25NiCr、WC-12Co涂层安排细密,孔隙率分别为1.36%和2.769/6,涂层与基体结合超卓,显微硬度分别为822HV和1132HV,涂层磨损质量丢掉与磨损距离呈线性联络,Cr3C2—25NiCr涂层的磨损质量丢掉约为WC-12Co涂层的3倍;犁沟切削是涂层磨粒磨损初期的主要特征,而碳化物颗粒的开裂与坠落则是涂层磨损后期失效的主要原因。

技术优点优势1.设备简单,可就地施工。2.工艺灵活,操作程序少,可快速修复,缩短加工时间。3.适应性强,一般不受工件大小和位置的限制。4.可操作涂层厚度。5.除喷焊外,基体加热温度低,工件变形小,金相组织和功能变化小。6.可根据各种固体材料的外观制备各种防护涂层和功能涂层,适用于各种基体材料。特点从热喷涂技术的原理和过程分析,热喷涂技术具有以下特点。由于热源的温度范围很广,可喷涂的涂层数据几乎包含了所有的固体工程数据,如金属、合金、陶瓷、金属陶瓷、塑料以及由它们组成的复合材料。因此,可以赋予基体各种功能(如耐磨,耐蚀,耐高温,抗氧化,绝缘,隔热,生物相容,红外吸收等)。